By Vincent de Rul, Director of Energy Solutions at EDF Energy
What goes through a customer’s head when they hear you talk about energy as a service? Perhaps they’re convinced, “if I allow them to automate the way my business uses energy, then surely I’ll lose control.”
Or maybe they are thinking, “there’s no way they will be able to make the changes they promise without causing serious disruption to my business.”
Others will be considering, “surely I’ll need to invest in some very costly equipment to make these changes happen.”
And underlying all of these thoughts is the question, “why do utilities want to help me save money, surely they are all about maximising profit?”
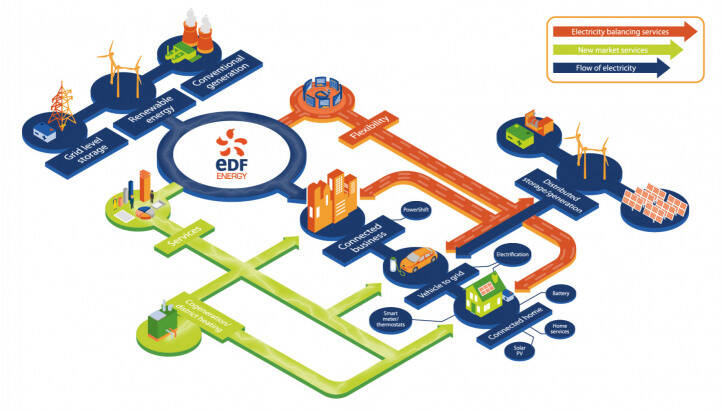
The challenge surrounding energy as a service is that, as the questions above demonstrate, a whole shift in mind-set is needed. Energy services are a way of facilitating the paradigm shift from traditional, centrally-generated dispatchable energy, through to a decentralised, electric future.
Energy as a service is not only about reducing energy spend, but about managing power supply and demand during the shift to an electrified, low carbon energy system. The principle is that businesses and consumers sign up to an energy supply deal in which they pay a fixed amount for energy use, with the contract covering them up to a certain volume threshold.
These volume thresholds, particularly when set with the help of energy usage monitoring data, give a better understanding of the total amount of energy that will be demanded from the grid at any one point, and at any moment. As we shift away from older, carbon-intensive forms of generation and increase the amount of intermittent energy sources, this understanding will be crucial for preparing the grid, and maintaining the necessary balance between demand and supply.
The future electrified energy system will need to be supported by reliable baseload generation alongside a full set of energy solutions: flexibility, energy efficiency and storage. These energy solutions can be included in an end-to-end energy management deal. Ultimately, this helps both businesses and the wider country to transition to low carbon alternatives.
For example, electric vehicles will increasingly place new demand on the grid. Energy services such as vehicle to grid (V2G) technology, which enable power to be drawn from car batteries and fed back into the grid when not in use, will be important to support the balancing of electricity demand.
If we focus only on the cost saving potential of energy as a service, we fail to recognise that there is something far more fundamental behind the shift towards energy being sold and managed in this way.
Energy as a service represents the point at which the decentralised, decarbonised and digitalised energy future that is envisioned from the big podiums at events like Davos and COP24 becomes something both practical (delivering real benefits to companies) and practicable (that is, actually implementable).
This approach is growing because companies are recognising that thinking more strategically about energy management, rather than just shopping around for the best prices, opens up a range of opportunities and benefits.
As they make this shift, they are able not only to save energy, but to create extra revenue, decrease their company’s carbon footprint and improve their company’s resilience.
Energy companies that are primed for change will help consumers and businesses to understand how they are using energy and support them to build operational resilience and achieve their sustainability targets. This is the true potential of energy as a service.

N.B. The information contained in this entry is provided by the above supplier, and does not necessarily reflect the views and opinions of the publisher

